


기술정보
- ONLINE PR
- PRODUCTS

일반자료실
HOME > 기술정보 > 일반자료실
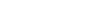
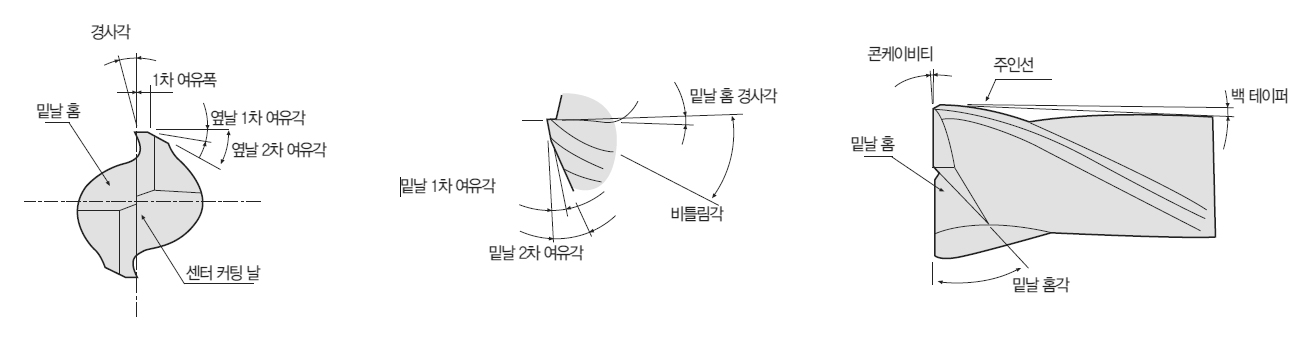
엔드밀의 요소
엔드밀의 요소
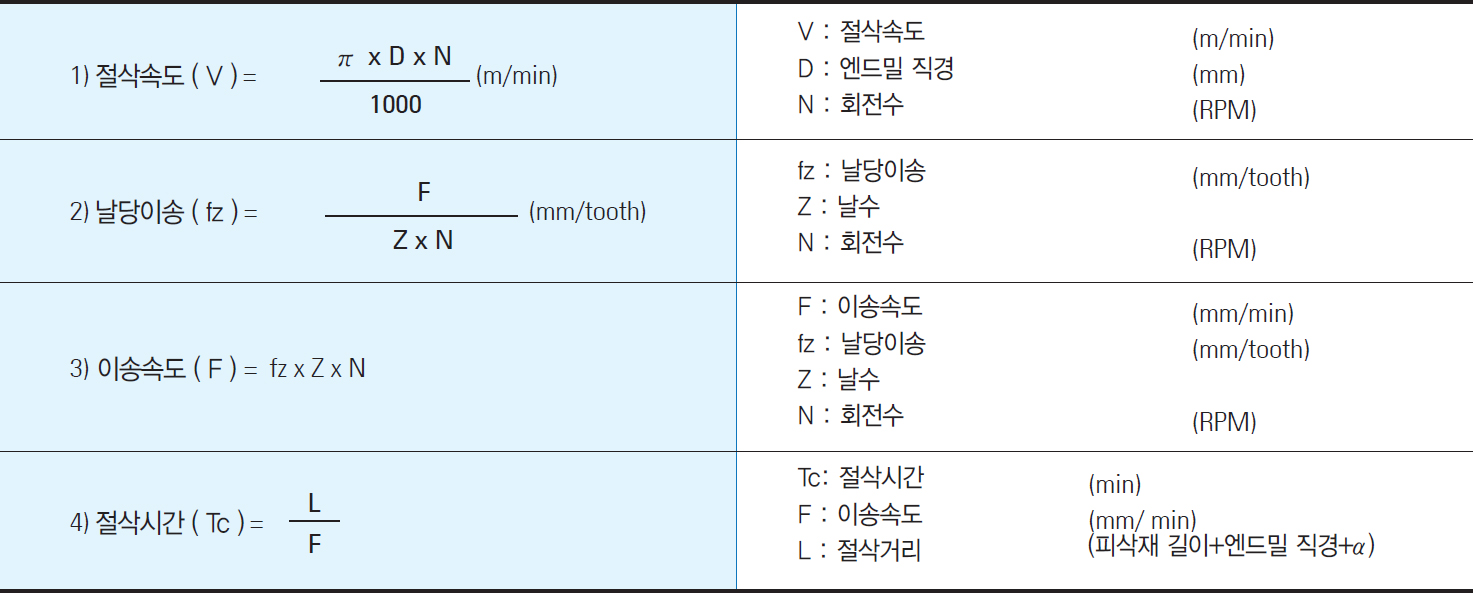
절삭조건 환산방법
절삭조건 환산방법
엔드밀의 재연삭
엔드밀의 재연삭
재연삭 시기
| 적용범위 | 엔드밀 직경 | 마모량 |
|---|---|---|
| 정삭가공 | ~ ø10 ø 11 ~ ø30 ø 31 ~ ø50 |
0.05 ~ 0.1 0.1 ~ 0.25 0.2 ~ 0.35 |
| 황삭가공 | ~ ø10 ø 11 ~ ø30 ø 31 ~ ø50 |
0.08 ~ 0.15 0.15 ~ 0.35 0.3 ~ 0.45 |
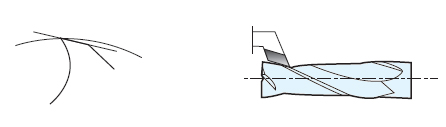
재연삭 방법
- (1) 콘케이브형
- ㆍ정밀한 외경공차가 요구될 때
ㆍ절삭성 양호
ㆍ옆날 2차 여유각 필요
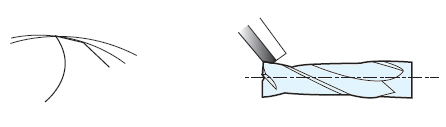
- (2) 콘케이브형
- ㆍ절삭성 양호
ㆍ옆날 2차 여유각 필요
- (3) 엣센트릭형
- ㆍ날직경의 유지 양호
ㆍ공작물의 표면조도 우수
ㆍ옆날의 2차 여유각 불필요
호닝
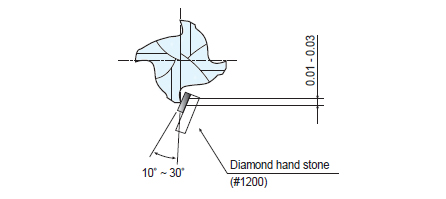
- 호닝
- 1) 금형강이나 고경도 피삭재 가공시 추천합니다.
2) 호닝 없이 가공할 때는 0.01mm이하의 절입으로
약 10~30초간 가공 후 정상속도로 진입하기 바랍니다.
엔드밀 사용상 문제점과 대책
엔드밀 사용상 문제점과 대책
| 문제점 및 현상 | 원 인 | 대 책 |
|---|---|---|
| 절 손 | ㆍ이송 속도가 빠르다. ㆍ절입량이 많다. ㆍ돌출량이 많다. ㆍ날의 마모가 심하다. ㆍ필요이상으로 날 길이가 길다. |
ㆍ이송 속도를 줄인다. ㆍ절입량을 줄인다. ㆍ돌출량을 줄인다. ㆍ조기에 재연삭을 실시한다. ㆍ최대한 날길이를 줄여서 사용한다. |
| 마모 및 버닝 발생 | ㆍ절삭 속도가 빠르다. ㆍ옆날 경사각이 작다. ㆍ피삭재의 경도가 높다. |
ㆍ절삭 속도를 줄이고 절삭유를 충분히 공급한다. ㆍ적정 옆날 경사각으로 수정한다. ㆍ건식 > 수용성 > 비수용성 순으로 절삭유를 공급하고 표면 처리를 한다. |
| 절삭중 진동 | ㆍ절삭 조건이 맞지 않다. ㆍ기계 및 척의 강성이 부족하다. ㆍ공작물의 고정이 불량하다. ㆍ돌출량이 많다. ㆍ옆날 1차 여유각이 크다. |
ㆍ절삭 속도 및 이송 속도를 조정한다. ㆍ기계 및 척을 교체한다. ㆍ공작물을 견고히 체결한다. ㆍ날길이 및 돌출길이를 최대한 짧게 설정한다. ㆍ옆날 1차 여유각을 줄인다. |
| 날부의 결함 | ㆍ이송 속도가 빠르다. ㆍ날의 경사각이 작다. ㆍ진동이 발생한다. ㆍ공작물의 체결이 불량하다. ㆍ절입량이 많다. ㆍ돌출량이 많다. ㆍ기계의 강성이 부족하다. |
ㆍ이송 속도를 줄인다. ㆍ각도를 적정하게 수정한다. ㆍ회전수를 낮추어 진동을 줄인다. ㆍ공작물을 견고히 체결한다. ㆍ절입량을 줄인다. ㆍ돌출량을 줄인다. ㆍ기계를 변경하여 작업한다. |
| 절삭성이 나쁨 | ㆍ절삭날의 마모가 크다. ㆍ피삭재에 엔드밀 선택이 부적당하다. ㆍ옆날 경사각이 작다. |
ㆍ조기에 재연삭한다. ㆍ적정 공구로 교체한다. ㆍ경사각을 수정한다. |
| 칩 배출 불량 | ㆍ절삭유의 분사 압력이 낮거나 양이 적다. ㆍ칩 포켓이 작다. ㆍ날부의 마모가 크다. ㆍ절입량이 크다. |
ㆍ유량과 압력을 상승시킨다. ㆍ날수가 적은 엔드밀을 사용하거나 이송을 줄인다. ㆍ조기에 재역삭한다. ㆍ절입량을 줄임 |
| 표면에 Burr 발생 | ㆍ이송 속도가 빠르다. ㆍ절삭 속도가 늦다. ㆍ날부의 마모가 크다. ㆍ절입량이 크다. |
ㆍ이송 속도를 늦춘다. ㆍ절삭속도를 빠르게 한다. ㆍ조기에 재연삭한다. ㆍ절입량을 줄인다. |
| 가공 치수 불량 | ㆍ기계 및 척의 정도 불량 ㆍ기계 및 척의 강성 불량 ㆍ날 길이가 길다. ㆍ날수가 적다. |
ㆍ기계 및 척을 보수한다. ㆍ기계 및 척을 교체한다. ㆍ적정 날 길이로 수정한다. ㆍ날수가 많은 엔드밀로 교체한다. |
| 융 착 | ㆍ피삭재와 공구의 친화성 및 절삭유 부족 | ㆍ건식 > 수용성 > 비수용성 순으로 충분히 분사한다. ㆍ합금강의 절삭시 활성형 비수용성 절삭유가 적당하다. |